


Машины эд ангид зориулсан ган хоолой / SCM420H SCM440H SCM435 машины ган хоолой
Онцлогууд
Материалын зэрэг:
STKM 11A 12A 12B 12C 13A 13B 13C 14A 14B 14C 15A 15C гэх мэт.
Гадаргуугийн эмчилгээ:
1. Баред
2.Хар будсан (лак бүрэх)
3. Цайрдсан
4. Тосолсон
5. Үйлчлүүлэгчдийн хэлснээр.
JIS G3445 Нарийвчилсан ган хоолойг голчлон автомашин, цилиндрт зориулсан автомашины нарийн эд ангиудад ашигладаг.даралтын хэрэглээ, мөн уур, ус, хийн хоолойн шугамыг тээвэрлэх.
Химийн найрлага
| Зэрэг | Зориулалт | Нэгж (%) | ||||||
| C | Si | Mn | P | S | Nb эсвэл V | |||
| 11-р анги | A | STKM 11A | 0.12 хамгийн их. | 0.35 хамгийн их. | 0.60 хамгийн их. | 0.040 хамгийн их. | 0.040 хамгийн их. | - |
| 12-р анги | A | STKM 12A | 0.20 хамгийн их. | 0.35 хамгийн их. | 0.6 дээд тал нь. | 0.04 хамгийн их. | 0.04 хамгийн их. | |
| B | STKM 12B | |||||||
| C | STKM 12C | |||||||
| 13-р анги | A | STKM 13A | 0.25 хамгийн их. | 0.35 хамгийн их. | 0.30~0.90 | 0.040 хамгийн их. | 0.040 хамгийн их. | - |
| B | STKM 13B | |||||||
| C | STKM 13C | |||||||
| 14-р анги | A | STKM 14A | 0.30 хамгийн их. | 0.35 хамгийн их. | 0.30~1.00 | 0.040 хамгийн их. | 0.040 хамгийн их. | - |
| B | STKM 14B | |||||||
| C | STKM 14C | |||||||
| 15-р анги | A | STKM 15A | 0.25~0.35 | 0.35 хамгийн их. | 0.30~1.00 | 0.040 хамгийн их. | 0.040 хамгийн их. | - |
| C | STKM 15C | |||||||
| 16-р анги | A | STKM 16A | 0.35~0.45 | 0.40 хамгийн их. | 0.40~1.00 | 0.040 хамгийн их. | 0.040 хамгийн их. | - |
| C | STKM 16C | |||||||
| 17-р анги | A | STKM 17A | 0.45~0.55 | 0.40 хамгийн их. | 0.40~1.00 | 0.040 хамгийн их. | 0.040 хамгийн их. | - |
| C | STKM 17C | |||||||
| 18-р анги | A | STKM 18A | 0.18 хамгийн их. | 0.55 хамгийн их. | 1.50 хамгийн их. | 0.040 хамгийн их. | 0.040 хамгийн их. | - |
| B | STKM 18B | |||||||
| C | STKM 18C | |||||||
| 19-р анги | A | STKM 19A | 0.25 хамгийн их. | 0.55 хамгийн их. | 1.50 хамгийн их. | 0.040 хамгийн их. | 0.040 хамгийн их. | - |
| C | STKM 19C | |||||||
| 20-р анги | A | STKM 20A | 0.25 хамгийн их. | 0.55 хамгийн их. | 1.60 хамгийн их. | 0.040 хамгийн их. | 0.040 хамгийн их. | 0.15 хамгийн их |
Механик шинж чанар
| Ган зэрэг | Ургацын хүч (Мпа) | Суналтын бат бэх (Мпа) | Сунгалт(%) | |
| Нэр | Үгүй | ReH (мин) | Rm(мин) | А(мин) |
| STKM 11A |
| _ | 290 | 35 |
| STKM 12A |
| 175 | 340 | 35 |
| STKM 12B |
| 275 | 390 | 25 |
| STKM 12C |
| 355 | 4700 | 20 |
| STKM13A |
| 215 | 370 | 30 |
| STKM 11B |
| 305 | 440 | 20 |
| STKM11C |
| 380 | 510 | 15 |
Хүлцэл
| SIZE | Зөвшөөрөгдөх хүлцэл | Тусгай хүлцэл | ||
| OD | WT | OD | WT | |
| 4мм-20мм | ±0.25мм | <3мм±0.3мм;
≥3мм ±10%
| ±0.05мм | ±0.05мм |
| 20мм-30мм | ±0.25мм | ±0.08мм | ±0.08мм | |
| 31мм-40мм | ±0.25мм | ±0.10мм | ±0.08мм | |
| 41мм-49мм | ±0.25мм | ±0.15мм | ±0.15мм | |
| 50мм-80мм | ±0.5% | ±0.20мм | ±0.20мм | |
| 81мм-120мм | ±0.5% | ±0.30мм | ±0.30мм | |
Хүргэлтийн нөхцөл
| Зориулалт | Тэмдэг | Тодорхойлолт |
| Хүйтэн дууссан (хатуу) | BK(+C) | Хоолойг эцсийн хүйтэн хэлбэрт оруулсны дараа дулааны боловсруулалт хийдэггүй тул хэв гажилтанд нэлээд өндөр эсэргүүцэлтэй байдаг |
| Хүйтэн дууссан (Зөөлөн) | BKW | Эцсийн дулааны боловсруулалтыг хязгаарлагдмал хэв гажилтыг хамарсан хүйтэн зураг зурна.Тохиромжтой цаашдын боловсруулалт нь тодорхой хэмжээгээр хүйтэн хэлбэрт оруулах боломжийг олгодог (жишээлбэл нугалах, тэлэх) |
| (+LC) | ||
| Хүйтэн дуусч, стрессээ тайлсан | BKS(+SR) | Дулааны боловсруулалтыг сүүлчийн хүйтэн хэлбэрт оруулсны дараа хийдэг.Боловсруулалтын зохих нөхцлөөс хамааран үлдэгдэл хүчдэлийн өсөлт нь тодорхой хэмжээгээр хэлбэржүүлэх, боловсруулах боломжийг олгодог. |
| Шарсан | GBK(+A) | Сүүлчийн Хүйтэн хэлбэржүүлэлтийн процессын дараа хяналттай агаар мандалд шарна. |
| Хэвийн болгосон | NBK(+N) | Сүүлчийн хүйтнээр хэлбэржүүлэх үйл явц нь хяналттай агаар мандалд хувиргах дээд цэгээс дээш халах үйл явц юм. |
Хүргэлтийн нөхцөл
| Зориулалт | Тэмдэг | Тодорхойлолт |
| Хүйтэн дууссан (хатуу) | BK(+C) | Хоолойг эцсийн хүйтэн хэлбэрт оруулсны дараа дулааны боловсруулалт хийдэггүй тул хэв гажилтанд нэлээд өндөр эсэргүүцэлтэй байдаг |
| Хүйтэн дууссан (Зөөлөн) | BKW | Эцсийн дулааны боловсруулалтыг хязгаарлагдмал хэв гажилтыг хамарсан хүйтэн зураг зурна.Тохиромжтой цаашдын боловсруулалт нь тодорхой хэмжээгээр хүйтэн хэлбэрт оруулах боломжийг олгодог (жишээлбэл нугалах, тэлэх) |
| (+LC) | ||
| Хүйтэн дуусч, стрессээ тайлсан | BKS(+SR) | Дулааны боловсруулалтыг сүүлчийн хүйтэн хэлбэрт оруулсны дараа хийдэг.Боловсруулалтын зохих нөхцлөөс хамааран үлдэгдэл хүчдэлийн өсөлт нь тодорхой хэмжээгээр хэлбэржүүлэх, боловсруулах боломжийг олгодог. |
| Шарсан | GBK(+A) | Сүүлчийн Хүйтэн хэлбэржүүлэлтийн процессын дараа хяналттай агаар мандалд шарна. |
| Хэвийн болгосон | NBK(+N) | Сүүлчийн хүйтнээр хэлбэржүүлэх үйл явц нь хяналттай агаар мандалд хувиргах дээд цэгээс дээш халах үйл явц юм. |
| Хувьцааны өндөр нарийвчлалтай ган хоолой | ||||||||||
| OD | Зузаан (мм) | |||||||||
| mm | ||||||||||
| 4 | 4*1 | |||||||||
| 6 | 6*1 | 6*1.5 | 6*2 | |||||||
| 8 | 8*1 | 8*1.5 | 8*2 | |||||||
| 10 | 10*1 | 10*1.5 | 10*2 | 10*2.5 | ||||||
| 12 | 12*1 | 12*1.5 | 12*2 | 12*2.5 | 12*3 | |||||
| 14 | 14*1 | 14*1.5 | 14*2 | 14*2.5 | 14*3 | |||||
| 15 | 15*1 | 15*1.5 | 15*2 | 15*2.5 | 15*3 | 15*3.5 | ||||
| 16 | 16*1 | 16*1.5 | 16*2 | 16*2.5 | 16*3 | 16*3.5 | 16*4 | 16*4.5 | ||
| 18 | 18*1 | 18*1.5 | 18*2 | 18*2.5 | 18*3 | 18*3.5 | 18*4 | 18*4.5 | ||
| 20 | 20*1 | 20*1.5 | 20*2 | 20*2.5 | 20*3 | 20*3.5 | 20*4 | 20*4.5 | 20*5 | |
| 22 | 22*1 | 22*1.5 | 22*2 | 22*2.5 | 22*3 | 22*3.5 | 22*4 | 22*4.5 | 22*5 | |
| 25 | 25*1 | 25*1.5 | 25*2 | 25*2.5 | 25*3 | 25*3.5 | 25*4 | 25*4.5 | 25*5 | |
| 28 | 28*1 | 28*1.5 | 28*2 | 28*2.5 | 28*3 | 28*3.5 | 28*4 | 28*4.5 | 28*5 | |
| 30 | 30*1 | 30*1.5 | 30*2 | 30*2.5 | 30*3 | 30*3.5 | 30*4 | 30*4.5 | 30*5 | 30*6 |
| 32 | 32*1.5 | 32*2 | 32*2.5 | 32*3 | 32*3.5 | 32*4 | 32*4.5 | 32*5 | 32*6 | |
| 34 | 34*1.5 | 34*2 | 34*2.5 | 34*3 | 34*3.5 | 34*4 | 34*4.5 | 34*5 | 34*6 | |
| 35 | 35*1.5 | 35*2 | 35*2.5 | 35*3 | 35*3.5 | 35*4 | 35*4.5 | 35*5 | 35*6 | |
| 38 | 38*2 | 38*2.5 | 38*3 | 38*3.5 | 38*4 | 38*4.5 | 38*5 | 38*6 | ||
| 40 | 40*2 | 40*2.5 | 40*3 | 40*3.5 | 40*4 | 40*4.5 | 40*5 | 40*6 | ||
| 42 | 42*2 | 42*2.5 | 42*3 | 42*3.5 | 42*4 | 42*4.5 | 42*5 | 42*6 | ||
| 45 | 45*2 | 45*2.5 | 45*3 | 45*3.5 | 45*4 | 45*4.5 | 45*5 | 45*6 | ||
| 46 | 46*2 | 46*2.5 | 46*3 | 46*3.5 | 46*4 | 46*4.5 | 46*5 | 46*6 | ||
| 48 | 48*2 | 48*2.5 | 48*3 | 48*3.5 | 48*4 | 48*4.5 | 48*5 | 48*6 | ||
| 50 | 50*2 | 50*2.5 | 50*3 | 50*3.5 | 50*4 | 50*4.5 | 50*5 | 50*6 | ||
| 54 | 54*2.5 | 54*3 | 54*3.5 | 54*4 | 54*4.5 | 54*5 | 54*6 | |||
| 60 | 60*2.5 | 60*3 | 60*3.5 | 60*4 | 60*4.5 | 60*5 | 60*6 | |||
| 65 | 65*3 | 65*3.5 | 65*4 | 65*4.5 | 65*5 | 65*6 | ||||
| 75 | 75*3.5 | 75*4 | 75*4.5 | 75*5 | 75*6 | |||||
| 76 | 76*4 | 76*4.5 | 76*5 | 76*6 | ||||||
| 89 | 89*6 | |||||||||
| Жич: Бид таны шаардлагаар өөр хэмжээ үйлдвэрлэж болно.Гадаргуугийн боловсруулалт: Гэрэлт, цайрдсан, фосфат гэх мэт. | ||||||||||
Үйлдвэрлэлийн процесс
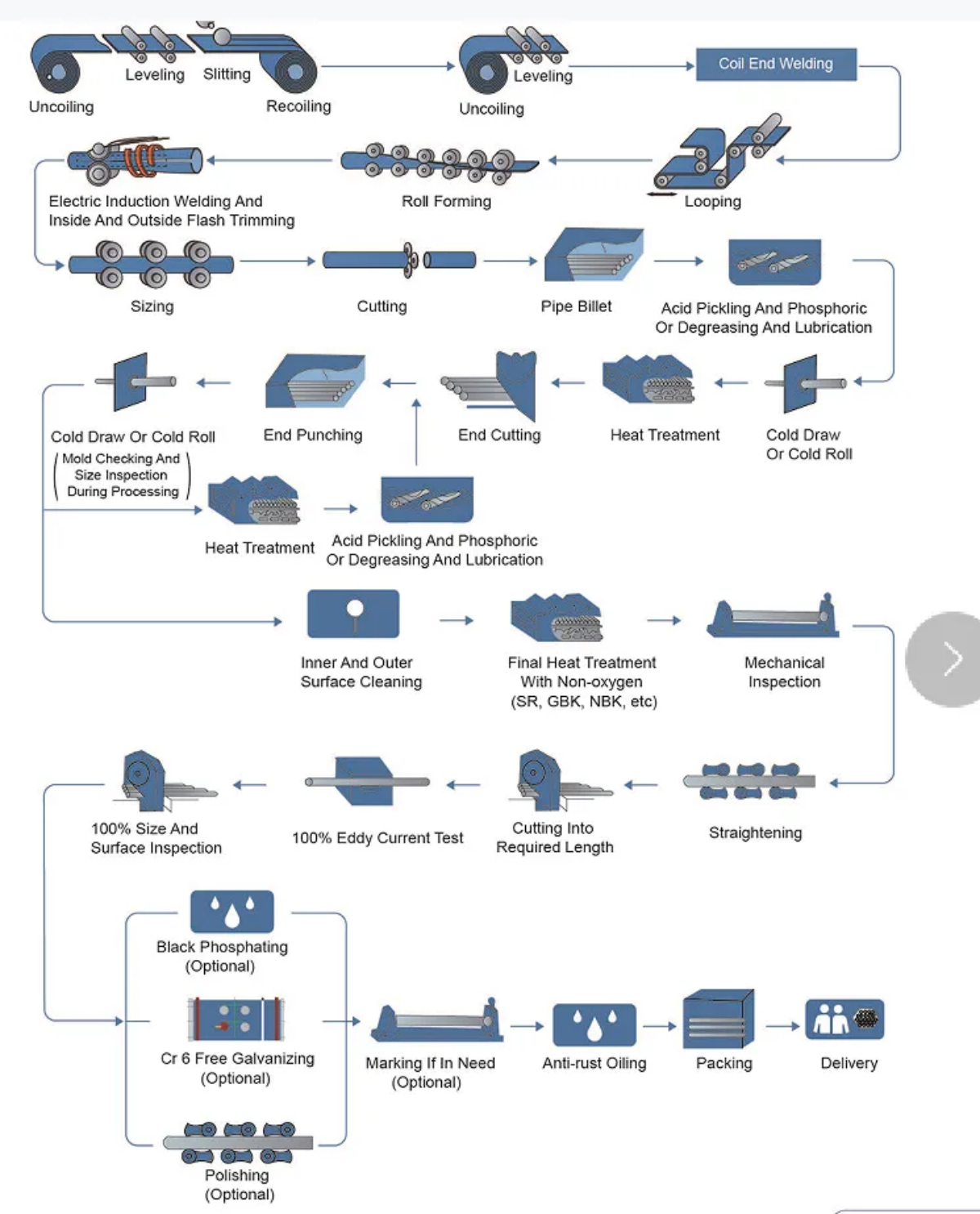
Давуу тал

Үйлдвэрлэлийн үе шат бүрт бүтээгдэхүүний хяналтыг сайжруулж, туршилтын иж бүрэн тоног төхөөрөмжөөр хангана: үл эвдэх гүйдлийн туршилт, өндөр даралтын эсэргүүцлийн туршилтын машин, бүх нийтийн механик суналтын туршилтын машин, гулзайлтын тэгшлэх бамбар шалгах машин, цэвэр байдлын анализатор, металл элементийн анализатор гэх мэт. Бүтээгдэхүүний механик шинж чанаруудтай танилцах, үйл явцын гүйцэтгэлийн туршилт, шаардлага хангасан бүтээгдэхүүнд хүчирхэг баталгаа өгөх.
Чанарын баталгаа
1. JIS G3445 стандарт эсвэл бусад стандартын дагуу хатуу.
2. Дээж: Дээжийг шинжилгээнд үнэ төлбөргүй хийнэ.
3. Туршилтууд: Давсны шүрших туршилт/суналтын сорил/Эргэлтийн гүйдэл/Хэрэглэгчийн хүсэлтийн дагуу химийн найрлагын туршилт
4. Сертификат: IATF16949, ISO9001, SGS гэх мэт.
5.EN 10204 3.1 Баталгаажуулалт





